Модуль управления
Расположен на промежуточной опоре, позволяет использовать управляющую программу, задавать режимы работы, выполнять операции вручную, осуществлять визуальный контроль работы станка и управляющей программы.
VSTEC F1
VSTEC F1
автоматизированный двухголовый центр обработки импостов ПВХ профилей

Производительность VSTEC F1 - 225 импостов в час
Применение:
VSTEC F1 - автоматизированный двухголовый центр обработки импостов предназначен высокоскоростной и высокоточной обработки торцов импоста всех типов ПВХ профилей.
Точность исполнения заданного размера - 0,1 мм.
Скорость выполнения фрезерования торцов одной заготовки импоста - 15,0 сек.
Точность исполнения заданного размера - 0,1 мм.
Скорость выполнения фрезерования торцов одной заготовки импоста - 15,0 сек.
Описание
Выполняемые операции
Комплектация
Характеристики и габариты
Автоматизированный двуголовый центр обработки импостов VSTEC F1 представляет собой высокоточное оборудование с числовым программным обеспечением и предназначен для обработки торцов импоста с целью получения заданной геомерической формы торцов импоста и его чистового (установочного) линейного размера.
Фрезерование заготовок импостов линейным размером менее 400,0 мм и более 2 500,0 мм производится поочередно с каждой стороны на неподвижном фрезерном модуле.
Установка импоста под фрезерование производится на внутреннюю сторону импоста, что исключает при сборке готового изделия "нестыковку" по высоте штапичных пазов в углах соединения импостного и рамного\створочного профилей.
Точный размер импоста после фрезерования, убирает погрешности в размере при распиле заготовок импостов и исключает вероятность несовпадения штапикового паза рам\створок\дверных проемов\дверей с чистовым размером импоста, исключает "выпирание" штапиков по длине в готовом изделии, исключает выпуск "бочко\восьмерко\образных" изделий.
Реализованные в фрезере алгоритмы позволяют:
- производить фрезеровку торцов импоста в ручном режиме по заданию,
- производить фрезеровку торцов импоста и возвращать фрезы в исходное положение после снятия импоста со станка,
- аспирационная установка полностью собирает стружку в процессе выполнения операции фрезерования,
- механизм быстросъемных втулок позволяет, практически без временных затрат, производить замену режущего инструмента и исключает возможность ошибки установки фрезы левого\правого вращения.
Параметры обрабатываемого профиля
Длина профиля - Макс - 2 450,0 мм. Мин длина - 400 мм (обработка с двух сторон одновременно)
Высота профиля - Макс - 90,0 мм, Мин - 32,0 мм
Ширина профиля - Макс - 120,0 мм, Мин - 32,0 мм
Параметры обрабатывающего модуля
Диаметр фрезы, макс - 130,0 мм
Высота фрезы, макс - 86,0 мм
Диаметр фрезы посадочный - 32,0 мм.
Обороты фрезы, макс - 6 000,0 об\мин
Параметры габаритные оборудования VSTEC F1
Длина -3 500,0 мм, Ширина - 1100,0 мм, Высота - 1 250,0 мм. Вес - 850,0 кг
Параметры потребительские
Стандарт напряжения - 380,0 Вт, 50 Гц. Общая мощность - 13,0 Квт/20,0 А.
Давление воздуха номин присоединительное - 7,0 бар,
Расход воздуха макс краткосрочный -1,0 л/мин.
Уровень шума - 90,0 дБ(А)
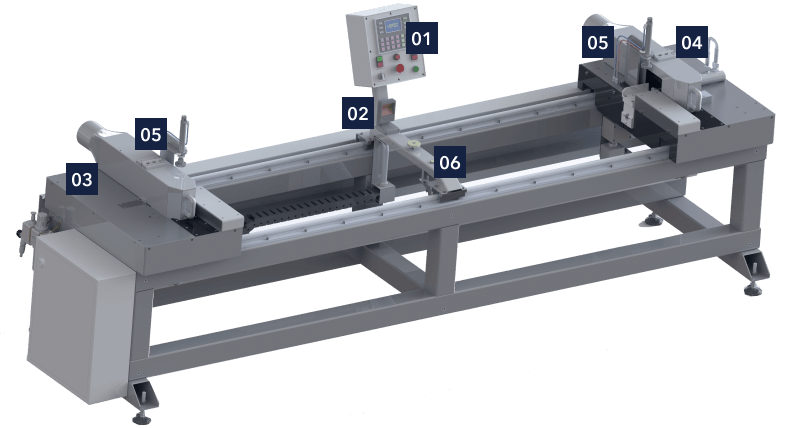
Модуль управления (пульт оператора) - расположен на промежуточной опоре, позволяет использовать управляющую программу, задавать режимы работы, выполнять операции вручную, осуществлять визуальный контроль работы станка и управляющей программы.
Сканер штрих-кода этикетки заготовки - расположен на промежуточной опоре, предназначен для считывания информации со штрих-кода этикетки.
Неподвижный фрезерный модуль (левый) - представляет собой платформу, закрепленную с помощью опор на станине, на которой расположены детали обрабатывающего модуля. Механизмы фрезерного модуля закрыты защитным кожухом, состоящим из неподвижной и откидной частей. Под неподвижной частью кожуха находится механизм горизонтального прижима (упор импоста). Перемещение фрезы осуществляется с помощью пневмоцилиндра, который перемещает плиту, на котором закреплен электродвигатель, обеспечивающий вращение фрезы. Вращение фрезы - по часовой стрелке.
Автоматически позиционирующийся фрезерный модуль (правый) - расположен на платформе линейного перемещения. Перемещение платформы осуществляется по цилиндрическим рельсам гибридным шаговым двигателем с помощью ременной зубчатой передачи. Механизмы фрезерного модуля закрыты защитным кожухом, состоящим из неподвижной и откидной частей. В откидную часть кохуха вмонтирован измеритель импоста, с помощью измерителя осуществляется контроль корректности установки заготовки импоста. Перемещение фрезы осуществляется с помощью пневмоцилиндра, который перемещает плиту, на котором закреплен электродвигатель, обеспечивающий вращение фрезы. Вращение фрезы - против часовой стрелки.
Прижимы пневматические вертикальные (левый и правый) - предназначены для фиксации заготовки импоста во время фрезерования.
Промежуточная опора - представляет собой подвижную платформу, на которой находятся - пульт управления, сканер штрих-кодов и средняя опора заготовки импоста. Средняя опора импоста необходима для предотвращения от провисания заготовки импоста в процессе ее фрезерования. Соотношение зубьев ведущего и ведомого шкивов подобрано таким образом, что промежуточная опора всегда находится по середине между неподвижной и подвижной опорами.
Система аспирации - предназначена для удаление стружки из зоны обработки профиля и очистки воздуха от крупнодисперсной пыли. Представляет собой мобильное вытяжное устройство с высокой мощностью всасывания пыли и пластиковой стружки. Установка подключаеся к двум патрубкам на фрезерных модулях воздуховодом диам 120,0 мм. Производительность установки - 2 200,0 куб м в час.
Работы на центре обработки импостов VSTEC F1 производит один оператор.
Основные функциональные обязанности оператора - взять после распила заготовку импоста, поднести импост к сканеру этикеток, для считывания информации со штрих-код этикетки, установить импост на станок для его фрезерования, включить прижимы, для фиксации импоста во время его фрезерования, включить процесс фрезерования, отключить прижимы, снять и осмотреть обработанный импост, передать импост на следующий технологический пост.
Информация о заданной длине импоста передается в систему управления оборудования через сканирование штрих-кода, из базы данных, либо вводится оператором вручную.
После получения информации о заданном линейном размере импоста, подвижный фрезерный модуль перемещается в положение, требуемое для получения после фрезерования заданного размера импоста.
Позиционирования подвижного фрезерного модуля осуществляет гибридный шаговый двигатель и система контроля положения. Это позволяет переместить подвижный модуль в заданный размер с точностью до 0,1 мм.
При установке заготовки импоста на станок производится автоматический контроль корректности установленной заготовки по длине и артикулу.
Обработки торцов импоста выполняют два фрезерных модуля. Вращение фрез модулей производят два асинхронные трехфазные электродвигатели, работу двигателей контролируют два частотных преобразователя.
Скорость вращения фрез макс - 4 500 об\мин.
Среднестатистическое время на выполнения фрезерования торцов заготовки импоста с двух сторон составляет - 15 секунд.
Описание
Работы на центре обработки импостов VSTEC F1 производит один оператор.
Основные функциональные обязанности оператора - взять после распила заготовку импоста, поднести импост к сканеру этикеток, для считывания информации со штрих-код этикетки, установить импост на станок для его фрезерования, включить прижимы, для фиксации импоста во время его фрезерования, включить процесс фрезерования, отключить прижимы, снять и осмотреть обработанный импост, передать импост на следующий технологический пост.
Информация о заданной длине импоста передается в систему управления оборудования через сканирование штрих-кода, из базы данных, либо вводится оператором вручную.
После получения информации о заданном линейном размере импоста, подвижный фрезерный модуль перемещается в положение, требуемое для получения после фрезерования заданного размера импоста.
Позиционирования подвижного фрезерного модуля осуществляет гибридный шаговый двигатель и система контроля положения. Это позволяет переместить подвижный модуль в заданный размер с точностью до 0,1 мм.
При установке заготовки импоста на станок производится автоматический контроль корректности установленной заготовки по длине и артикулу.
Обработки торцов импоста выполняют два фрезерных модуля. Вращение фрез модулей производят два асинхронные трехфазные электродвигатели, работу двигателей контролируют два частотных преобразователя.
Скорость вращения фрез макс - 4 500 об\мин.
Среднестатистическое время на выполнения фрезерования торцов заготовки импоста с двух сторон составляет - 15 секунд.
Выполняемые операции
Автоматизированный двуголовый центр обработки импостов VSTEC F1 представляет собой высокоточное оборудование с числовым программным обеспечением и предназначен для обработки торцов импоста с целью получения заданной геомерической формы торцов импоста и его чистового (установочного) линейного размера.
Фрезерование заготовок импостов линейным размером менее 400,0 мм и более 2 500,0 мм производится поочередно с каждой стороны на неподвижном фрезерном модуле.
Установка импоста под фрезерование производится на внутреннюю сторону импоста, что исключает при сборке готового изделия "нестыковку" по высоте штапичных пазов в углах соединения импостного и рамного\створочного профилей.
Точный размер импоста после фрезерования, убирает погрешности в размере при распиле заготовок импостов и исключает вероятность несовпадения штапикового паза рам\створок\дверных проемов\дверей с чистовым размером импоста, исключает "выпирание" штапиков по длине в готовом изделии, исключает выпуск "бочко\восьмерко\образных" изделий.
Реализованные в фрезере алгоритмы позволяют:
- производить фрезеровку торцов импоста в ручном режиме по заданию,
- производить фрезеровку торцов импоста и возвращать фрезы в исходное положение после снятия импоста со станка,
- аспирационная установка полностью собирает стружку в процессе выполнения операции фрезерования,
- механизм быстросъемных втулок позволяет, практически без временных затрат, производить замену режущего инструмента и исключает возможность ошибки установки фрезы левого\правого вращения.
Комплектация
Модуль управления (пульт оператора) - расположен на промежуточной опоре, позволяет использовать управляющую программу, задавать режимы работы, выполнять операции вручную, осуществлять визуальный контроль работы станка и управляющей программы.
Сканер штрих-кода этикетки заготовки - расположен на промежуточной опоре, предназначен для считывания информации со штрих-кода этикетки.
Неподвижный фрезерный модуль (левый) - представляет собой платформу, закрепленную с помощью опор на станине, на которой расположены детали обрабатывающего модуля. Механизмы фрезерного модуля закрыты защитным кожухом, состоящим из неподвижной и откидной частей. Под неподвижной частью кожуха находится механизм горизонтального прижима (упор импоста). Перемещение фрезы осуществляется с помощью пневмоцилиндра, который перемещает плиту, на котором закреплен электродвигатель, обеспечивающий вращение фрезы. Вращение фрезы - по часовой стрелке.
Автоматически позиционирующийся фрезерный модуль (правый) - расположен на платформе линейного перемещения. Перемещение платформы осуществляется по цилиндрическим рельсам гибридным шаговым двигателем с помощью ременной зубчатой передачи. Механизмы фрезерного модуля закрыты защитным кожухом, состоящим из неподвижной и откидной частей. В откидную часть кохуха вмонтирован измеритель импоста, с помощью измерителя осуществляется контроль корректности установки заготовки импоста. Перемещение фрезы осуществляется с помощью пневмоцилиндра, который перемещает плиту, на котором закреплен электродвигатель, обеспечивающий вращение фрезы. Вращение фрезы - против часовой стрелки.
Прижимы пневматические вертикальные (левый и правый) - предназначены для фиксации заготовки импоста во время фрезерования.
Промежуточная опора - представляет собой подвижную платформу, на которой находятся - пульт управления, сканер штрих-кодов и средняя опора заготовки импоста. Средняя опора импоста необходима для предотвращения от провисания заготовки импоста в процессе ее фрезерования. Соотношение зубьев ведущего и ведомого шкивов подобрано таким образом, что промежуточная опора всегда находится по середине между неподвижной и подвижной опорами.
Система аспирации - предназначена для удаление стружки из зоны обработки профиля и очистки воздуха от крупнодисперсной пыли. Представляет собой мобильное вытяжное устройство с высокой мощностью всасывания пыли и пластиковой стружки. Установка подключаеся к двум патрубкам на фрезерных модулях воздуховодом диам 120,0 мм. Производительность установки - 2 200,0 куб м в час.
Характеристики и габариты
Параметры обрабатываемого профиля
Длина профиля - Макс - 2 450,0 мм. Мин длина - 400 мм (обработка с двух сторон одновременно)
Высота профиля - Макс - 90,0 мм, Мин - 32,0 мм
Ширина профиля - Макс - 120,0 мм, Мин - 32,0 мм
Параметры обрабатывающего модуля
Диаметр фрезы, макс - 130,0 мм
Высота фрезы, макс - 86,0 мм
Диаметр фрезы посадочный - 32,0 мм.
Обороты фрезы, макс - 6 000,0 об\мин
Параметры габаритные оборудования VSTEC F1
Длина -3 500,0 мм, Ширина - 1100,0 мм, Высота - 1 250,0 мм. Вес - 850,0 кг
Параметры потребительские
Стандарт напряжения - 380,0 Вт, 50 Гц. Общая мощность - 13,0 Квт/20,0 А.
Давление воздуха номин присоединительное - 7,0 бар,
Расход воздуха макс краткосрочный -1,0 л/мин.
Уровень шума - 90,0 дБ(А)
Дополнительная информация
Программное обеспечение не требует специальных знаний для настройки и работы. Интерфейс рабочей программы написан на русском языке.
Программное обеспечение оборудования позволяет проводить: самодиагностику работоспособности оборудования (Diagnos), удаленную диагностику при возникновении неполадок, пошаговый режим проверки обработок (StepbyStep) и автоматически уведомляет о необходимости проведения ТО (XService).
Оборудование работает с выгрузками в открытом формате файла (.XML), что позволяет настроить работу с любой оконной программой, на которой работает ваше производство.
Программное обеспечение и алгоритмы работы оборудования постоянно дорабатываются, все обновления программного обеспечения покупатель оборудования получает по сети интернет бесплатно, не зависимо от года выпуска и покупки оборудования.

Оборудование можно приобрести в лизинг
Лизинг